如何判別絲杠質量與絲杠修復
- 時間:2020-01-05作者:濟寧利興精密機械制造有限公司瀏覽:578
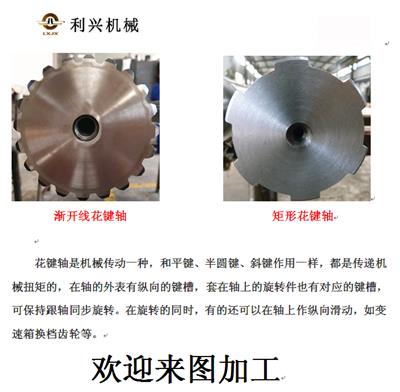
濟寧利興精密機械制造有限公司專注于直線導軌/滑塊,梯形絲杠/大型絲杠,花鍵軸/花鍵套等
詞條
詞條說明
在車床上攻絲杠螺紋絲錐折斷的原因 (1)攻螺紋的底孔直徑太小,造成絲錐切削阻力過大。 (2)絲錐軸線與工件孔徑軸線不同軸,造成切割阻力不均勻,單邊受力過大。 (3)工件材料硬而粘,且沒有很好的潤滑。 (4)在不通孔中攻螺紋時,絲錐碰到孔底面造成折斷。 (5)切削速度過高。
? ? ? ? ? ? ? ?銑削絲杠平面時注意事項 銑平面是銑工常見的工作內容之一,銑削工件上的平面可在臥式銑床上安裝圓柱銑刀, 用周銑銑削,也可以在臥式銑床上安裝面銑刀,用端銑銑削,還可以在立式銑床上安 裝面銑刀,用立銑銑削。 銑削時的注意事項: 1)用平口鉗裝夾工作完畢,應取下平口鉗扳手,才能進行銑削。 2)調整
? ? ? ? ? ? ? ? ??如何判別絲杠質量與絲杠修復 絲杠切削螺紋工件的質量好壞,取決于絲杠的精度、絲杠與開合螺母的嚙合質量以及開合螺母的穩定性。 ? ? 由于整個絲杠都暴露在外,防塵條件較差,容易發生磨料磨損,導致絲杠各段螺距不等的現象產生。同時,溜板箱下沉,促使絲杠
統一絲杠螺紋的發展歷史 統一絲杠螺紋是在第二次世界大戰后,再遠美國標準的基礎上制定的,并且成為最早的ISO螺紋標準,后來ISO米制普通螺紋也采用了統一螺紋的牙型。過去由于我國過分地堅持使用米制普通螺紋,而一直沒有制定螺紋,而一直沒有設定同意螺紋國家標準,使得國內技術人員對統一螺紋標準技術體系缺乏了解。隨著國內市場對外開放進程的繼續,特別是我國加入WTO以后,沒有統一的螺紋國家標準的問題就顯得更加嚴
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 濟寧利興精密機械制造有限公司
聯系人: 全文文
電 話: 0537-3765587
手 機: 15264783836
微 信: 15264783836
地 址: 山東濟寧兗州區濟寧市高新區王因鎮柳溝村
郵 編: 272103
網 址: jnlxjx.cn.b2b168.com
相關推薦






相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 濟寧利興精密機械制造有限公司
聯系人: 全文文
手 機: 15264783836
電 話: 0537-3765587
地 址: 山東濟寧兗州區濟寧市高新區王因鎮柳溝村
郵 編: 272103
網 址: jnlxjx.cn.b2b168.com
- 相關企業
- 臺州市黃巖正誠達模具機械有限公司
- 紹興市柯橋區柯巖橫豎直燙鉆廠
- 廣州市科盟清潔技術有限公司
- 比爾安達(上海)潤滑材料有限公司
- 東莞市長安鑫昇輝絲印器材經營部
- 山東煜和堂藥業有限公司
- 東莞市鳳崗新廣晟杰利研磨材料經營部(個體工商戶)
- 廈門市鑫宏鵬電子有限公司
- 北京鴻潤寶順科技有限公司
- 北京赫飛勒門窗有限公司
- 商家產品系列
- 產品推薦
- 資訊推薦

¥3000.00


¥650.00



¥680000.00

¥0.12



¥39.99

¥850.00

¥50.00