拼板膠的型號有哪些
- 時間:2019-03-18作者:深圳市精工研木工刀具有限公司瀏覽:468
深圳市精工研木工刀具有限公司專注于真空吸塑膠,舍棄式螺旋刀,數(shù)控木工車刀等
詞條
詞條說明
真空吸塑膠主要成分是水性聚氨酯乳液,水性聚氨酯乳液雖然環(huán)保,但是由于其分散介質(zhì)是水,水在低溫下會結冰,因此當溫度過低時,水性聚氨酯乳液就會變壞、沉淀、變質(zhì),一旦凍住,結凍后的水性聚氨酯乳液也是不能夠正常使用的,一般水性聚氨酯乳液的儲存使用溫度在5℃以上。現(xiàn)在溫度漸漸變冷,因此在儲存和使用真空吸塑膠時,為了保證真空吸塑膠的質(zhì)量,我們需要在儲存過程和使用中注意一下幾點。 儲存和運輸過程: 真空吸塑膠
木旋與其說是一門技術,不如說是一門藝術。天然木料的材質(zhì)、纖維肌理、硬度等物理特性千差萬別。即使同一塊木料的相鄰部位,其物理特性也可能有巨大的差別,所以要創(chuàng)作一件完美的木旋作品,操作者通過眼睛、耳朵和雙手與旋轉(zhuǎn)的木料進行不間斷的交流,使用手中的車刀與木料進行微妙而動態(tài)的持續(xù)對話,從而將木料制作成心中想象的形狀。 因此,傳統(tǒng)的木旋技藝對操作者的技術和藝術水平要求都較高。而且操作者的勞動強度較大,制品加
通常真空吸塑膠產(chǎn)品品質(zhì)穩(wěn)定的情況下,因不同的人對產(chǎn)品的運用操作不同以及環(huán)境因素的不同,從而做出來的成品效果也會略有差異 關鍵在于細節(jié),細節(jié)決定成敗 免漆門真空吸塑膠水生產(chǎn)廠家/模壓門真空吸塑膠水價格 出現(xiàn)的問題:“飛邊、開膠” 原因: (1).吸塑溫度未達到膠粘劑的***低活化溫度 (2).涂膠量不夠 (3).中纖板、復合薄膜表面污染 (4).中纖板含水率過高 (5).真空度不夠 (6).吸塑溫度
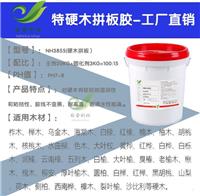
使用注意事項 1、板材含水率應控制在8-12%,板材表面應平整、整潔、夠壡清晰、退刀槽明顯。 2、本膠可以單組份使用和雙組份使用,如果雙組份使用,將主劑與固化劑按比例混合后,充分攪拌3-5分鐘,直至均勻。膠水配置完后,請在2小時內(nèi)用完。當出現(xiàn)變稠、抱團、顆粒現(xiàn)象請不再使用并棄置(室內(nèi)氣溫越高,時間越短)。 3、噴槍優(yōu)秀口徑在1.5-2.0mm;優(yōu)秀空氣壓力3-4kgf/cm2,噴槍嘴離被噴表面距
聯(lián)系方式 聯(lián)系我時,請告知來自八方資源網(wǎng)!
公司名: 深圳市精工研木工刀具有限公司
聯(lián)系人: 高云燕
電 話:
手 機: 13714570562
微 信: 13714570562
地 址: 廣東深圳龍崗區(qū)深圳市龍崗區(qū)龍崗街道同樂段老榕樹街321-1號
郵 編:
網(wǎng) 址: w541812458.b2b168.com
相關推薦



相關閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質(zhì),所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 深圳市精工研木工刀具有限公司
聯(lián)系人: 高云燕
手 機: 13714570562
電 話:
地 址: 廣東深圳龍崗區(qū)深圳市龍崗區(qū)龍崗街道同樂段老榕樹街321-1號
郵 編:
網(wǎng) 址: w541812458.b2b168.com
- 相關企業(yè)
- 河源市固優(yōu)特新材料有限公司
- 北京瑞德佑業(yè)科技有限公司
- 山東裕康化工有限公司
- 廣州希潔環(huán)保科技有限公司
- 深圳市泰達克電子材料有限公司
- 北京瑞德佑業(yè)經(jīng)貿(mào)有限責任公司
- 萬洲膠粘制品(江蘇)有限公司
- 天津展天化工有限公司
- 成都托馬斯科技有限公司
- 佛山市南海區(qū)聚和超聲波設備有限公司
- 商家產(chǎn)品系列
- 產(chǎn)品推薦
- 資訊推薦



供應防老劑RD 防老劑MB 橡膠制品防老化**防老劑.4010.丁.甲
¥11800.00


¥8000.00

¥2300.00

¥4800.00

¥4500.00