漢高吸塑膠的粘性
- 時間:2019-03-13作者:深圳市精工研木工刀具有限公司瀏覽:284
深圳市精工研木工刀具有限公司專注于真空吸塑膠,舍棄式螺旋刀,數控木工車刀等
詞條
詞條說明
水性粘合劑的配方:使用經過特殊處理的玉米淀粉專門制造一種單一粘度的粘合劑,其膠化點為61℃開始,63℃完成。雖然膠化點較低,但粘合劑在粘結時像一般的雙面機糊一樣,膠化迅速。粘度通常在27~32秒之間。680加侖的漿糊用500公斤淀粉。淀粉在常溫水中攪動后,其質點分散成乳狀,但不會溶解,也不會吸收水分。如果停止攪動,淀粉則沉淀于底部逐漸結成硬塊,一旦硬塊型成,再分散就不那么容易了。分散于水中的淀粉,
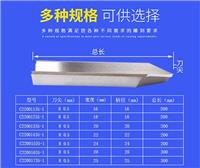
吸塑膠的噴槍可以選用1.8-2.0的口徑,最好的話是1.5口徑,霧化性會好,顆粒小。 壓薄木(木皮)時,用乳白乳膠類膠粘劑,木皮的溫度應不低于105℃;壓力越大越好但達到設定壓力的時間要長,即慢速加壓,2.5修邊要求壓機加工完畢的工件,放置20分鐘(保證膠的初期固化)后方可進行修邊,修邊后用專用工具刮棱角或用120#-180#的砂紙倒棱使PVC膜低于工件表面,并用酒精等稀料把背面的膠痕清理干凈,
真空吸塑膠主要應用在中纖板和其它木制品與PVC裝飾膜、木皮間的熱吸塑粘合。真空吸塑膠的選用主要看各廠家的質量,具體表現在以下幾方面:1、粘結力:吸塑成型后槽位不反彈、不縮邊,如做邊剝離測試時,PVC上要粘滿木屑,中間空的吸塑膠在使用不久后或高溫下會脫邊的。測試方法是:吸塑成型后做邊剝離測試,看要多大的力才能剝開,及看剝開后PVC皮上是否粘有很多的木屑(多表示PVC與木板完全粘結,少則吸塑膠質量差、
壓薄木(木皮)時,用乳白乳膠類膠粘劑,木皮的溫度應不低于105℃;壓力越大越好但達到設定壓力的時間要長,即慢速加壓,2.5修邊要求壓機加工完畢的工件,放置20分鐘(保證膠的初期固化)后方可進行修邊,修邊后用專用工具刮棱角或用120#-180#的砂紙倒棱使PVC膜低于工件表面,并用酒精等稀料把背面的膠痕清理干凈,修邊時檢查質量能修理的就地修理,不能修理的要挑選出來另行處理,膜壓后的工件要面對面、背靠
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 深圳市精工研木工刀具有限公司
聯系人: 高云燕
電 話:
手 機: 13714570562
微 信: 13714570562
地 址: 廣東深圳龍崗區深圳市龍崗區龍崗街道同樂段老榕樹街321-1號
郵 編:
相關推薦



相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 河源市固優特新材料有限公司
- 北京瑞德佑業科技有限公司
- 山東裕康化工有限公司
- 廣州希潔環保科技有限公司
- 深圳市泰達克電子材料有限公司
- 北京瑞德佑業經貿有限責任公司
- 萬洲膠粘制品(江蘇)有限公司
- 天津展天化工有限公司
- 成都托馬斯科技有限公司
- 佛山市南海區聚和超聲波設備有限公司
- 商家產品系列
- 產品推薦
- 資訊推薦



供應防老劑RD 防老劑MB 橡膠制品防老化**防老劑.4010.丁.甲
¥11800.00


¥8000.00

¥2300.00

¥4800.00

¥4500.00