請問電渣壓力焊是壓焊還是熔焊?
- 時間:2022-02-19作者:永康市國海自動化設備有限公司瀏覽:269
永康市國海自動化設備有限公司專注于摩擦焊,連續驅動摩擦焊機,摩擦焊機,金屬摩擦焊機,旋轉摩擦焊機,金屬摩擦焊設備等
詞條
詞條說明
摩擦焊的特點摩擦焊在國內外的發展為什么非常迅速,應用非常廣泛,這是由于它本身具有一系列的優點。這些優點包括如下幾個方面:1、接頭的焊接質量好、穩定。我國用低溫摩擦焊生產的鋁銅過渡接頭,其廢品率**0.01%;鍋爐廠采用摩擦焊代替閃光焊生產省煤器蛇形管,焊接的廢品率由原來的10%降低到0.001%。西德用摩擦焊代替閃光焊生產汽車排氣門,焊接的廢品率由原來的1.4%下降到0.04~0.01%。從以上例
摩擦焊優缺點介紹摩擦焊的優點:1)在摩擦焊過程中,焊件表面的氧化膜與雜質被清除,因此接頭致密,不易產生氣孔、夾渣等缺陷,焊接質量好而且穩定。 鍋爐蛇形管和汽車排氣門摩擦焊的廢品率,由原來閃光焊的 10%和 1.4%分別下降到 0.01% 。2)焊接生產率高。發動機排氣門雙頭自動摩擦焊機的生產率可達到 800~1200 件/h。3)生產費用低,由于焊機功率小,焊接時間短,故可節省電能。摩擦焊與閃光焊
摩擦焊焊接工藝? 工藝特點1) 焊接施工時間短,生產效率高。例如發動機排氣門雙頭自動摩擦焊機的生產率可達800~1200件/h。對于外Φ127mm、內徑Φ95mm的石油鉆桿與接頭的焊接,連續驅動摩擦焊僅需要十幾秒鐘。2)因焊接熱循環引起的焊接變形小,焊后尺寸精度高,不用焊后校形和消除應力。用摩擦焊生產的柴油發動機預燃燒室,全長誤差為±0.1mm;**焊機可保證焊后的長度公差為±0.2mm
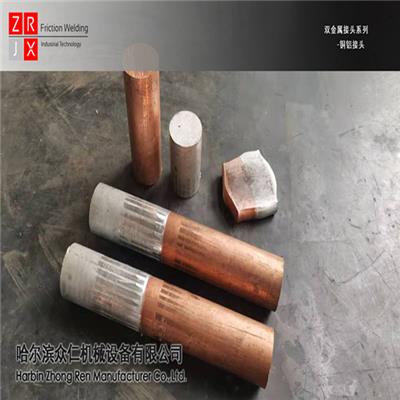
摩擦焊與激光焊有什么區別利用焊件表面相互摩擦所產生的熱,使端面達到熱塑性狀態,然后迅速**鍛,完成焊接的一種壓焊方法就叫摩擦焊。焊接過程:1)焊件發生相對運動;2)兩焊件間發生端面接觸,進而產生摩擦熱;3)待斷面達熱塑性狀態時,迅速**段施壓完成焊接。優點焊接生產率高,比閃光對焊高5~6倍;焊接質量穩定,焊件尺寸精度高;加工費用低,省電,焊件*特殊清理;易實現機械化和自動化,操作簡單;無火花,弧光及
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 永康市國海自動化設備有限公司
聯系人: 胡經理
電 話: 0579-87211096
手 機: 13967913621
微 信: 13967913621
地 址: 浙江金華永康市象珠工業區金雞路58號
郵 編:
相關推薦




相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 泰源壓縮機械(浙江)有限公司
- 四川幫浦電子有限公司
- 揭陽昱升工貿有限公司
- 固安縣中宏濾清器廠
- 濟寧鑫宏工礦機械設備股份有限公司
- 江門市吉米焊接科技有限公司
- 深圳市柏泰機電設備有限公司
- 上海羅臻機電設備有限公司
- 東莞市勝川電子設備有限公司
- 青島天智達塑膠集成有限公司
- 商家產品系列
- 箱式干燥設備
- 消音降噪設備
- 漩渦泵
- 壓焊機
- 壓接機
- 壓力機
- 壓力儀表
- 研磨機
- 驗布機
- 驗鈔機
- 液壓破碎剪
- 一卡通管理系統
- 儀表閥
- 儀器儀表
- 儀用電源
- 制冷壓縮機
- 制粒干燥設備
- 種植機械
- 軸流泵
- 柱塞泵
- 柱塞閥
- 鑄造機床
- 鑄造及熱處理設備
- 自動絡筒機
- 自動售貨機
- 自吸泵
- 鉆套
- 計量標準器具
- 計時器
- 加工中心
- 產品推薦
- 資訊推薦


¥280000.00
科鼎數控,臺式鋁摩擦焊接機,龍門式攪拌摩擦焊設備,摩擦焊接機
¥472000.00

¥380000.00

¥35000.00
¥77.00




¥13500.00

¥29000.00