不銹鋼水龍頭鐳射激光打標商標LOGO工藝闡述
- 時間:2019-02-09作者:深圳奧拓美自動化科技有限公司瀏覽:273
深圳奧拓美自動化科技有限公司專注于激光焊接加工,鋁合金激光焊接加工,機械手激光焊接機,自動激光焊接機,PPG測厚儀,全自動注液機,東莞激光打標加工,光纖激光打標機,手持激光焊接機,鐳射鐳雕加工廠家,不銹鋼激光點焊加工,東莞激光焊接加工等, 歡迎致電 13925799771
詞條
詞條說明
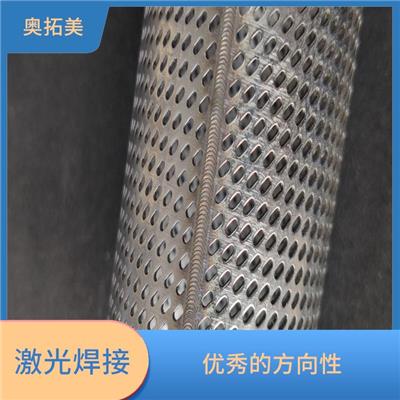
隨著焊接技術的發(fā)展,不銹鋼焊接工藝在不斷的交替跟換中。激光焊接技術由開始的脈沖激光焊接轉為連續(xù)激光焊接,在焊接速度上有了極大的提高。連續(xù)激光焊接分為光纖激光焊接,半導體激光焊接兩種。主要的區(qū)別是光纖的光斑很細,半導體的光斑比較大,可以粗略的認為是光斑大小的不同。光纖激光焊接要比半導體快上2-3倍,主要原始光斑小,能量集中、焊接穿透性好。激光焊接的近兩年得到飛速的發(fā)展,光纖激光焊接有速度的優(yōu)勢,但是
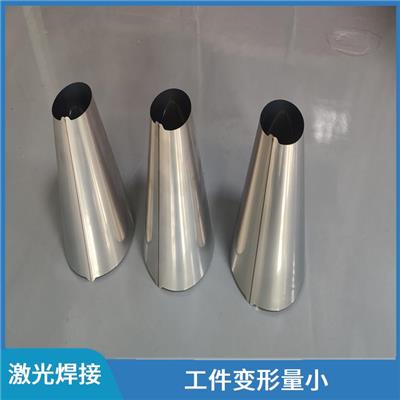
在現代制造業(yè)快速發(fā)展的今天,鋁合金激光焊接技術作為一項高效、精密的加工方法,正日益受到廣泛關注。作為一家專注于自動化設備研發(fā)與制造的企業(yè),我們憑借多年的技術積累和行業(yè)經驗,致力于為客戶提供穩(wěn)定可靠的鋁合金激光焊接解決方案,助力企業(yè)提升生產效率和市場競爭力。鋁合金材料因其輕質、高強度和耐腐蝕等優(yōu)良特性,在新能源、電子設備、交通運輸等多個領域得到廣泛應用。激光焊接技術通過高能量密度的激光束對鋁合金進行
激光焊接 的質量產生直接影響的參數包括: 激光脈沖 的能量、 激光束 光斑直徑、 激光 脈沖的頻率、激光的脈寬、激光的脈沖波形、被焊材料的相對光吸收率、焊接速度、保護氣體等。 激光脈沖的能量:是指單個激光脈沖能最大輸出的能量,單位是J(焦耳)。這是 激光器 的一個主要參數,它決定了激光器所能產生的最大能量,按照模具修復的用途來說,激光能量在70J以下已經能滿足任何場合的需要了,再大的能量也是白費
測厚儀的測試方法主要有:磁性測厚法,放射測厚法,電解測厚法,渦流測厚法,超聲波測厚法。測量注意事項:⒈在進行測試的時候要注意標準片集體的金屬磁性和表面粗糙度應當與試件相似。⒉測量時側頭與試樣表面保持垂直。⒊測量時要注意基體金屬的臨界厚度,如果大于這個厚度測量就不受基體金屬厚度的影響。⒋測量時要注意試件的曲率對測量的影響。因此在彎曲的試件表面上測量時不可靠的。⒌測量前要注意周圍其他的電器設備會不會產
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 深圳奧拓美自動化科技有限公司
聯系人: 劉經理
電 話: 0755-27068927
手 機: 13925799771
微 信: 13925799771
地 址: 廣東東莞常平常平鎮(zhèn) 白石崗*三工業(yè)區(qū)富士通工業(yè)園
郵 編:
網 址: ling.b2b168.com
相關推薦






相關閱讀
1、本信息由八方資源網用戶發(fā)布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請?zhí)岣呔瑁?
- 聯系方式
公司名: 深圳奧拓美自動化科技有限公司
聯系人: 劉經理
手 機: 13925799771
電 話: 0755-27068927
地 址: 廣東東莞常平常平鎮(zhèn) 白石崗*三工業(yè)區(qū)富士通工業(yè)園
郵 編:
網 址: ling.b2b168.com
- 相關企業(yè)
- 哈爾濱市佳旺寵物食品設備廠
- 山東省博興縣銘豐廚房設備有限公司
- 上海祝欣智能科技有限公司
- 廣東永厚科技控股有限公司
- 中山市中珠彈簧制造廠(個人獨資)
- 北京點點源工程技術有限公司
- 江陰華維機械制造有限公司
- 北京火試金設備有限公司
- 廣州樂影智能科技有限公司
- 商家產品系列
- 家電制造設備
- 家用機
- 監(jiān)測儀器
- 角閥
- 腳踏閥
- 結晶設備
- 金融**設備
- 金屬切削機床
- 卷板機床
- 開袋機
- 消音降噪設備
- 漩渦泵
- 壓焊機
- 壓接機
- 壓力機
- 壓力儀表
- 研磨機
- 驗布機
- 驗鈔機
- 液壓破碎剪
- 一卡通管理系統(tǒng)
- 儀表閥
- 儀器儀表
- 儀用電源
- 包邊機
- 爆破設備
- 繃縫機
- 泵配件
- 編織機
- 標價機
- 產品推薦
- 資訊推薦




¥5200.00




