鋼絞線制造過程介紹
- 時間:2021-11-21作者:云南鋼裕貿(mào)易有限公司瀏覽:443
云南鋼裕貿(mào)易有限公司專注于云南鋼模板報價,云南角鐵價格,云南鋼絞線廠家,云南槽鋼價格等
詞條
詞條說明
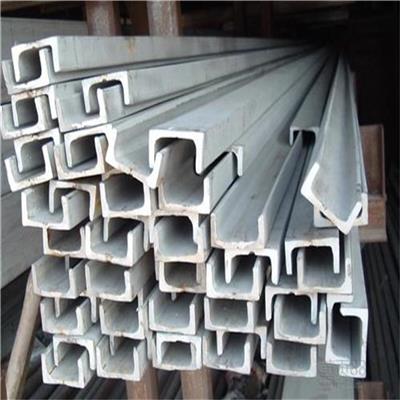
槽鋼簡介基本情況在使用中要求其具有較好的焊接、鉚接性能及綜合機械性能。 產(chǎn)槽鋼的原料鋼坯為含碳量不**過0.25%的碳結(jié)鋼或低合金鋼鋼坯。成品槽鋼經(jīng)熱加工成形、正火或熱軋狀態(tài)交貨。其規(guī)格以腰高(h)*腿寬(b)*腰厚(d)的毫米數(shù)表示,如100*48*5.3,表示腰高為100毫米,腿寬為48毫米,腰厚為5.3毫米的槽鋼,或稱10#槽鋼。腰高相同的槽鋼,如有幾種不同的腿寬和腰厚也需在型號右邊加a b
鍍鋅管和鍍鋅鋼管的區(qū)別1、制造工藝不同鍍鋅鋼管和無縫鋼管是鋼管兩種范疇,鍍鋅是指鋼管表面進行了鍍鋅處理,有可能是焊接管,也可能是無縫管,無縫是指鋼管的制造工藝,有焊接和無縫之分。2、物理性能不同鍍鋅管耐腐蝕些,無縫鋼管能承受較高的壓力。?鍍鋅鋼管由于有鋅的保護,不容易生銹,鍍鋅鋼管比無縫鋼管輕,如果是用于陽臺的話,較好用鍍鋅光管,無縫鋼管太用不太適合用于陽臺。因為無縫鋼管管壁厚,自然重量
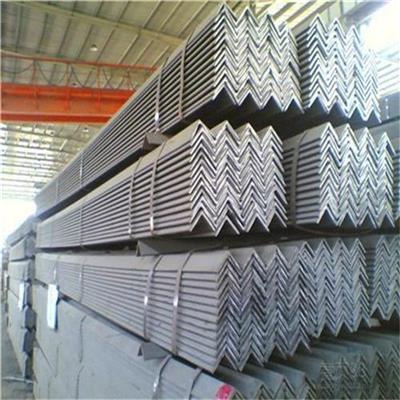
角鋼介紹角鋼可按結(jié)構(gòu)的不同需要組成各種不同的受力構(gòu)件,也可作構(gòu)件之間的連接件。廣泛地用于各種建筑結(jié)構(gòu)和工程結(jié)構(gòu),如房梁、橋梁、輸電塔、起重運輸機械、船舶、工業(yè)爐、反應(yīng)塔、容器架、電纜溝支架、動力配管、母線支架安裝、以及倉庫貨架等。角鋼屬建造用碳素結(jié)構(gòu)鋼,是簡單斷面的型鋼鋼材,主要用于金屬構(gòu)件及廠房的框架等。在使用中要求有較好的可焊性、塑性變形性能及一定的機械強度。生產(chǎn)角鋼的原料鋼坯為低碳方鋼坯,成
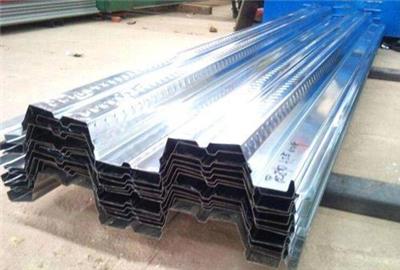
? ? ? 工字鋼又稱鋼梁(英文名UniversalBeam),是一種截面呈工字形的條形鋼。工作鋼分普通工作鋼和輕型工作鋼。就是工字型截面形狀的型鋼。? ? ? 它主要分為普通工字鋼、輕型工字鋼和寬邊緣型工字鋼。根據(jù)機翼與機腹高度比的大小又分為寬、中、窄機翼緣的工字鋼。兩種產(chǎn)品的規(guī)格尺寸均為10~60cm,即相應(yīng)的高度為10cm~60cm
聯(lián)系方式 聯(lián)系我時,請告知來自八方資源網(wǎng)!
公司名: 云南鋼裕貿(mào)易有限公司
聯(lián)系人: 廖先生
電 話:
手 機: 13888713589
微 信: 13888713589
地 址: 云南昆明經(jīng)開區(qū)泛亞鋼材市場E棟230號
郵 編:
網(wǎng) 址: yngzmy.cn.b2b168.com
相關(guān)推薦





相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質(zhì),所有預(yù)付定金或付款至個人賬戶的行為,均存在詐騙風(fēng)險,請?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 云南鋼裕貿(mào)易有限公司
聯(lián)系人: 廖先生
手 機: 13888713589
電 話:
地 址: 云南昆明經(jīng)開區(qū)泛亞鋼材市場E棟230號
郵 編:
網(wǎng) 址: yngzmy.cn.b2b168.com
- 相關(guān)企業(yè)
- 上海久萃智能科技有限公司
- 北京興達宏鑫建筑工程有限公司
- 天津碧瀾天鋼結(jié)構(gòu)有限公司
- 陜西創(chuàng)格工程科技有限公司
- 鄭州翔赫彩鋼活動房有限公司
- 上海異美景觀科技有限公司
- 冀州區(qū)首春采暖設(shè)備銷售處
- 江陰市人人達科技有限公司
- 天宇絲網(wǎng)有限公司
- 佛山市順德區(qū)樂從鎮(zhèn)雄江貿(mào)易有限公司
- 商家產(chǎn)品系列
- ABS管
- grc構(gòu)件
- 洗臉盆
- 洗眼器
- 細木工板門
- 下水五金配件
- 橡膠管
- 小便器
- 信報箱
- 懸浮門
- 陽光板
- 不銹鋼材料
- 車庫門
- 廚房龍頭
- 窗
- 瓷磚膠
- 非金屬管材
- 肥皂架
- 分水器
- 浮雕
- 復(fù)合板材
- 復(fù)合地板
- 復(fù)合管
- 鋼板
- 鋼窗
- 鋼格板
- 鋼管
- 鋼化玻璃
- 隔斷
- 隔離柵
- 產(chǎn)品推薦
- 資訊推薦



¥20000.00




¥9999.00


¥100.00