【螺旋波紋管生產(chǎn)線】pe螺旋波紋管有什么優(yōu)勢
- 時間:2021-09-18作者:青島福樂維機械科技有限公司瀏覽:241
青島福樂維機械科技有限公司專注于高速單壁波紋管生產(chǎn)線,螺旋波紋管生產(chǎn)線,汽車線束波紋管生產(chǎn)線,雙壁波紋管設備,新風波紋管生產(chǎn)線,預應力橋梁波紋管生產(chǎn)線,塑料管材生產(chǎn)線,海洋踏板生產(chǎn)線等
詞條
詞條說明
預應力金屬波紋管產(chǎn)品性能與應用領域預應力金屬波紋管,又稱為:橋梁預應力波紋管、預應力塑料螺旋管、混凝土用波紋管、預應力現(xiàn)澆塑料波紋管、橋梁塑料波紋管、鋼絞線波紋管等等。預應力金屬波紋管有兩種材質組成,一種是黑色的鋼帶,一種是鍍鋅的鋼帶。加工工藝主要是用波紋管的機器加工,波浪形的端口,相互的咬合,一圈一圈的制作而成。產(chǎn)品性能1、剛性試驗:抗集中載荷0.75KN或均布載荷1.5KN時,徑向變形≤0.1
擠出機調試的一般操作步驟如下:(1) 開機前應檢查溫度控制是否靈敏,儀表是否失靈,冷卻水路是否暢通等。通常采用溫度計、通冷卻水等方法進行檢測。(2) 按擠出機操作規(guī)程將擠出機的螺桿、機筒及模頭進行加熱,待溫度升到設定溫度后,須再保溫10分鐘左右方能開機,使得機器各部分溫度趨于穩(wěn)定。(3) 開機**定要將模頭各部分聯(lián)接螺釘和螺栓趁熱擰緊。在物料未被擠出之前,操作者不得站在口模的正前方,以防止螺栓或螺
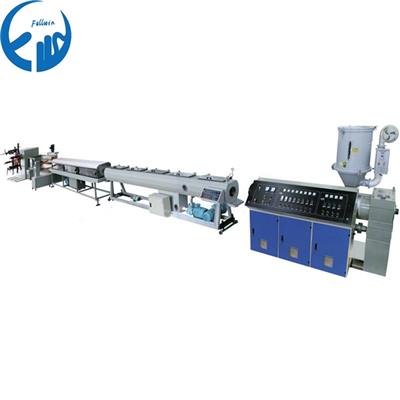
新設計擠出機擠出機采用西門子BEIDE電機,ABB或閩臺泰達變頻器,歐姆龍溫控器,兩個電氣箱合二為一,安裝操作方便主機可調整底座,精密調整后模具精度較高外形美觀,占地面積小
塑料PVC單壁波紋管生產(chǎn)工藝:將PVC按一定比例加入適當助劑混煉,一般采用“Z”型捏合機或高速捏合機使其混合均勻,經(jīng)擠出機造粒或采用雙螺桿粉料一次成型。使用單螺桿擠出機轉數(shù)一般為30~60r/min,機頭壓力控制約36~54MPa。物料要充分塑化,利用壓縮空氣自由吹脹成泡擠出穩(wěn)定后,將波紋成型裝置與擠出口模插人,兩者中心線保證對正,擠出模口插人成型模具內(nèi)應大于一副成型模塊的距離,以保證上下模塊全閉
聯(lián)系方式 聯(lián)系我時,請告知來自八方資源網(wǎng)!
公司名: 青島福樂維機械科技有限公司
聯(lián)系人: 張瑩瑩
電 話:
手 機: 15254294721
微 信: 15254294721
地 址: 山東青島膠州市膠西工業(yè)園平成南路18號
郵 編:
網(wǎng) 址: fulewei.b2b168.com
相關推薦







相關閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 青島福樂維機械科技有限公司
聯(lián)系人: 張瑩瑩
手 機: 15254294721
電 話:
地 址: 山東青島膠州市膠西工業(yè)園平成南路18號
郵 編:
網(wǎng) 址: fulewei.b2b168.com
- 相關企業(yè)
- 君益久泰(深圳)科技有限公司
- 塑達利塑膠新材料(上海)有限公司
- 蘇州皓玥電子材料有限公司
- 中山市恒鴻塑料有限公司
- 廣州泰靈精化科技有限公司
- 東莞市易貿(mào)塑膠有限公司
- 德州岳恒塑料制品有限公司
- 山東海邦包裝材料股份有限公司
- 豐順宇發(fā)科技有限公司
- 商家產(chǎn)品系列
- 產(chǎn)品推薦
- 資訊推薦


¥8000.00

¥2300.00


¥13.00
¥130.00

¥6500.00
¥1.00
¥20.00