【佛山熱軋方管】方管用途
- 時間:2021-07-01作者:佛山市朗聚鋼鐵有限公司瀏覽:292
佛山市朗聚鋼鐵有限公司專注于佛山鍍鋅方管,佛山鍍鋅鋼管,佛山鍍鋅水管,佛山方矩管,佛山方通,佛山熱軋方管等
詞條
詞條說明
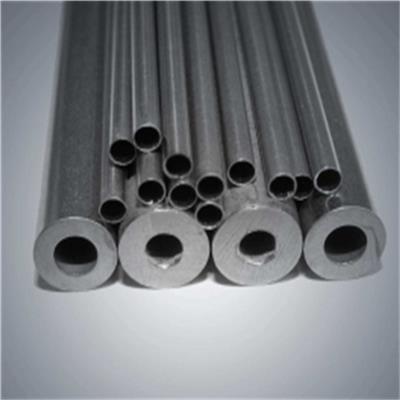
首先鍍鋅方管是一種具以熱軋或冷軋鍍鋅帶鋼或鍍鋅卷板為坯料經冷彎曲加工成型后再經高頻焊接制成的方形截面形狀尺寸的空心方形的截面型鋼鋼管。或將事先做好的冷彎空心型鋼管再經熱浸鍍鋅加工而成的鍍鋅。而鍍鋅帶方管是用鍍鋅帶鋼加工一次成型、防腐的時間沒有熱鍍鋅的時間長、熱鍍鋅的是加工出來的黑方管。在到鍍鋅方管廠家去鍍鋅。經過1000度高溫,一般壁厚比較薄的不能做熱鍍鋅的。還有就是質量和分類上的差別,鍍鋅方管可
是的。鍍鋅管切割在焊接問題很多,容易漏,而且抗腐蝕能力降低。?1 焊接時管口部位的鍍鋅層會被燒毀,一方面有毒害氣體揮發,還形成一層疏松氧化層,焊接性能也不如鐵與鐵之間好。 2 家用鍍鋅管較細,焊接操作很困難,很難保證全部焊透。 3 鍍鋅鐵管就靠鍍鋅層保護其不受腐蝕,該處已破壞,防腐也就不可能。 4 凡焊接部位,都是腐蝕中心。 5 管子外面雖可設法補救,但管內沒法補救,外面不爛里面先爛。
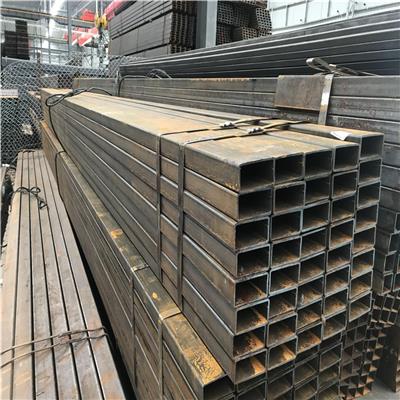
方管彎成弧形成型方法:1、實彎實彎,顧名思義是壓實了彎折,實彎時內外輥與管坯內外壁雙向壓實。1)實彎的優點是反彈小,成型準確,而且只要輥型準確,內角成型的R比較準確。2)實彎的缺點是有拉伸/減薄效應。**,實彎會使彎折處產生拉伸,拉伸效應使彎折線縱向的長度縮短; *二,實彎彎折處金屬會因拉伸而變薄。2、空彎空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產生壓縮,壓縮效應使彎折
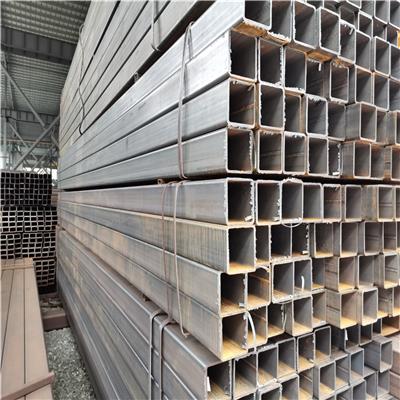
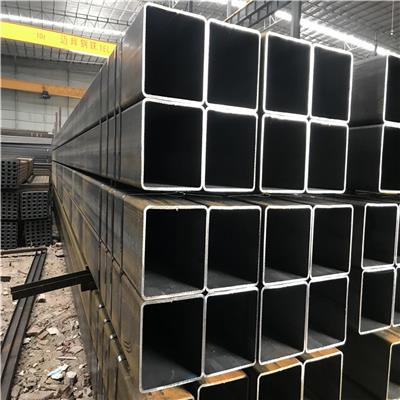
鍍鋅方管的焊接手法和普通方管相同其方法是先將焊條端部向前移出約5~7mm左右,不留鈍邊工藝進行集中控制緩解行業,需要注意的是要認真處理好坡口尺寸和附近的鍍鋅層。為了焊透,咬邊傾向會很小;如果采用前后往返運條技術,一般為1.5~2.5mm;為了減少鋅對焊縫的滲透,采用了集中打坡口行業不景氣,如選用短渣焊條如J427,要留有一定的間隙部門預計,可大大減少液體鋅留在焊縫中。在焊角焊縫時,較可以得到無缺陷
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 佛山市朗聚鋼鐵有限公司
聯系人: 李
電 話: 18025989057
手 機: 18025989057
微 信: 18025989057
地 址: 廣東佛山順德區 鋼鐵世界E2區鋼鐵世界大道商務樓B座1樓05單元
郵 編:
相關推薦




相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 佛山市朗聚鋼鐵有限公司
聯系人: 李
手 機: 18025989057
電 話: 18025989057
地 址: 廣東佛山順德區 鋼鐵世界E2區鋼鐵世界大道商務樓B座1樓05單元
郵 編:
- 相關企業
- 東莞市錮康金屬材料有限公司
- 陜西明晟光普金屬材料有限公司
- 東莞市新世紀重鋼有限公司
- 江蘇豪飾家建筑科技有限公司
- 浙江五岳不銹鋼有限公司
- 上海遠晴**貿易有限公司
- 濟南華岐鋼管有限公司
- 天津華臻鋼鐵有限公司
- 深圳市五鑫金屬制品有限公司
- 江蘇綠港不銹鋼有限公司
- 商家產品系列
- 熱軋薄板
- 鋼鐵廠撇油機
- 東莞鋼鐵廢氣處理
- 鋼鐵廠水處理劑
- 薄帶硅鋼鐵芯專用切割片
- 鋼鐵企業物流系統
- 高頻焊管天津亨發鋼鐵
- 天津亨發鋼鐵冷鍍鋅焊管
- 鋼鐵廠破碎機
- 廠家鋼鐵
- 鋼鐵冶煉服
- 鋼鐵俠益智游戲機
- 山東鋼鐵廠家直銷
- 廢鋼鐵破碎機鴻運當頭
- 廢鋼鐵破碎機萬事如意
- 廢鋼鐵破碎機破碎物料
- 廢鋼鐵破碎機全套裝置
- 鋼鐵上用氟碳漆
- 多功能廢鋼鐵破碎機
- 廢鋼鐵破碎機械
- 重型廢鋼鐵破碎機
- 冷鍍鋅鋼管天津亨發鋼鐵
- 焊管專賣天津亨發鋼鐵
- 動漫模型雕像鋼鐵俠
- 鋼鐵熱軋板
- 廢鋼鐵塑料破碎機
- 鋼鐵沖弧機
- 鋼鐵沖孔機
- 角鐵鋼鐵沖孔機
- 鋼鐵煙筒制作
- 產品推薦
- 資訊推薦

¥7600.00

¥29.00

¥150.00
¥100.00

¥5100.00

¥5500.00


¥3680.00