供熱用保溫鋼管性能分析
- 時間:2018-07-30作者:滄州龍都管道有限公司瀏覽:412
滄州龍都管道有限公司專注于防腐螺旋管,大口徑螺旋鋼管,聚氨酯保溫管廠家,保溫鋼管的價格,熱力管道廠家等
詞條
詞條說明
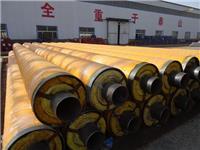
高溫預制直埋保溫管主要由四部分組成。(1)工作鋼管:根據輸送介質的技術要求分別采用有縫鋼管、無縫鋼管、雙面埋弧螺旋焊接鋼管。(2)保溫層:采用硬質聚氨酯泡沫塑料。(3)保護殼:采用高密度聚乙烯或玻璃鋼。(4)滲漏報警線:制造高溫預制直埋保溫管時,在靠近鋼管的保溫層中,埋設有報警線,一旦管道某處發生滲漏,通過警報線的傳導,便可在檢測儀表上報警并顯示出漏水的準確位置和滲漏程度的大小,以便通知檢修人員迅
pertii型聚氨酯保溫管全名“高密度聚乙烯外護管聚氨酯保溫預制構件直埋隔熱保溫復合型塑料軟管,pertii型聚氨酯保溫管現適用于熱力管網運輸開水。近些年,在我國北方地區供暖廣泛采用的保溫管,盡管具備耐熱抗壓力的特性,但耐蝕性能偏差,終端設備供暖實際效果逐漸降低,伴隨著無縫鋼管里外壁表層生銹加速,管路跑、冒、滴、漏狀況變成常態化,導致熱能工程很多耗損消耗。一、pertii型聚氨酯保溫管組成一部分:
管道大伙兒較為了解,例如輸送水、輸送石油、輸送燃氣等。尤其是如今早已采暖,這離不了管道的應用,在諸多管道原材料中,聚氨酯保溫管之中是較為有競爭優勢的,這不但由于它可以運用的覆蓋面廣,還因為它的。那麼也由于它的生產工藝流程充足繁雜,因此它的品質才會這般出色。聚氨酯保溫管的壁厚是沒有連接頭的,可是一般管道的連接頭就較為顯著。聚氨酯保溫管也由于它的特性,才可以在制造業行業獲得十分普遍的應用和營
防腐螺旋鋼管的公稱直徑:防腐螺旋鋼管的直徑可分為外徑、內徑、公稱直徑。管材為防腐螺旋鋼管的管子的外徑用字母D來表示,其后附加外直徑的尺寸和壁厚,例如外徑為108的防腐螺旋鋼管,壁厚為5MM,用D108*5表示,塑料管也用外徑表示,如De63,其他如鋼筋混凝土管、鑄鐵管、鍍鋅管等采用DN表示,在設計圖紙中一般采用公稱直徑來表示,公稱直徑是為了設計制造和維修的方便人為地規定的一種標準,也較公稱通徑,是
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 滄州龍都管道有限公司
聯系人: 郭之祥
電 話: 0317-8577277
手 機: 13333077822
微 信: 13333077822
地 址: 河北滄州鹽山縣城南開發區滄州龍都管道有限公司
郵 編:
相關推薦







相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 天津碧瀾天鋼結構有限公司
- 陜西創格工程科技有限公司
- 上海異美景觀科技有限公司
- 冀州區首春采暖設備銷售處
- 嘉興市鑫圣碳纖維制品有限公司
- 山東迅筑建筑工程有限公司
- 歲金智谷投資發展(泉州)有限公司
- 蕪湖然達門業有限公司
- 廊坊淼森節能科技有限公司
- 北京君青智能科技發展有限公司
- 商家產品系列
- 低合金板
- 銅合金
- 鎢鋼
- 無縫鋼管
- 錫合金
- 不銹鋼
- 合金鋼
- 建筑鋼材
- 鈦合金
- 碳合結鋼
- 特殊鋼
- 廢鋼鐵打包機
- 不銹鋼鐵鈍化液
- 鋼鐵電纜盤
- 廢鋼鐵破碎機篩網
- 廢鋼鐵破碎機實現鋁鐵分離
- 廢鋼鐵破碎機多少錢
- 鋅鋼鐵藝護欄價格
- 鋼鐵用小字符噴碼機
- 礦石
- 煉鋼爐料
- 爐料
- 鋁合金
- 螺紋鋼
- 優鋼
- 有色金屬
- 有色金屬熱處理
- 有色金屬設備
- 鎂合金
- 鋼坯
- 產品推薦
- 資訊推薦


¥120.00

¥88.00

¥3680.00



¥200.00



¥800.00

¥10.00
¥56.00