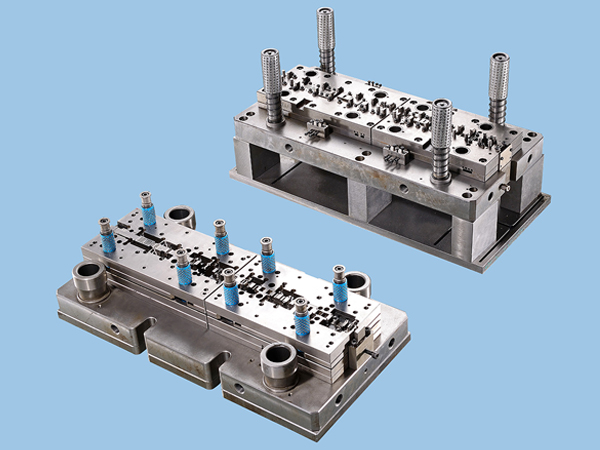
設計精密沖壓模具結構的原則—屹緯精密
- 時間:2022-01-05作者:浙江屹緯精密技術有限公司瀏覽:209
浙江屹緯精密技術有限公司專注于精密金屬沖壓,精密金屬拉伸,金屬嵌件注塑等
詞條
詞條說明
屹緯精密—30多年從事精密注塑成型加工,可定制各種復雜精密注塑零部件,歡迎新老客戶前來詢價。今天,屹緯精密小編主要介紹下注塑成型過程之中的過度拋光的后果。注射成型過程之中過度拋光,指的是由于拋光時間過長,加工表面質量變差,并伴有桔皮、微坑等缺陷。特別是在機械拋光之中,這種問題較*發生。表面不規則、粗糙的現象稱為桔皮,主要是由于拋光壓力過大、拋光時間過長、拋光方法不當造成的。當表面質量不好時,通常
五金沖壓件,聽起來好像很復雜,其實就在我們身邊,我們的日常生活現在已經離不開五金沖壓件了。沖壓件廠家在進行生產的過程中,經常會發現五金沖壓件的孔上出現卷邊缺陷。經屹緯精密多年經驗總結,得出以下的卷邊缺陷種類。 (1)因為凹模面高低不平造成卷邊。 當型腔刃口塌邊或是空缺時,開展部分調整后在凹痕情況下沖壓時,通常會造成所述缺點。 (2)因為倒料板設計不完善造成卷邊。 因為倒料板與模座空隙過大而造成卷邊
精密注塑件產品在注塑加工過程中難免會出現毛刺的問題,大多是發生在模具的分合位置上。注塑產品毛刺過大是有哪些原因造成的呢?答案是很大程度上是由于模具或機臺鎖模力失效造成的。下面我們來仔細分析一下幾種成因,并給出有效的解決辦法。 1,鎖模力不足 降低注射壓力或者提高鎖模力。應選用鎖模力夠的機臺,鎖模機鉸磨損或鎖模油缸密封元件出現滴油或回流而造成鎖模力下降。加溫系統失控造成實際溫度過高應檢查熱電偶、加熱
沖壓件是一種應用非常常見的金屬制品,也是應用廣泛的的金屬加工件之一。隨著客戶要求的不斷提高,沖壓加工廠家在生產金屬沖壓件時,需要解決的問題也就越來越多。其中,沖壓件的外觀要求尤為重要。今天,小編會給大家分析下沖壓件表面出現凹形圓弧面的原因。1,一般沖壓模具中,胚料初受模座工作壓力時,會造成延展性翹曲,在模座下邊造成凹形圓弧面。若空隙適度,剪裂立即開展,延展性翹曲會基本消失。當空隙偏大時,胚料在刀口
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 浙江屹緯精密技術有限公司
聯系人: 姚女士
電 話:
手 機: 17758337213
微 信: 17758337213
地 址: 浙江湖州德清縣阜溪街道豐慶街916號 (莫干山國家高新區)
郵 編:
相關推薦





相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 東莞菱智金屬材料科技有限公司
- 合肥豫鑫機械有限公司
- 天津博達科技有限公司
- 東光縣通達沖壓加工廠
- 浙江屹緯精密技術有限公司
- 天津市財崗利機械制造有限公司
- 黃石銳智機械自動化有限公司
- 蘇州市恒祥輝模具有限公司
- 常熟市虞發傳動機械有限公司
- 佛山市南海弘博鋁制品廠
- 商家產品系列
- 百分表
- 半徑規
- 包裝機械
- 標準件
- 五金件
- 銑刀
- 橡塑機械
- 壓力試驗設備
- 粗糙度儀
- 等離子切割
- 電工電氣加工
- 滾刀
- 分離設備
- 粉碎設備
- 服裝機械
- 干燥設備
- 高度儀
- 高空作業機械
- 高空作業平臺
- 工作燈
- 食品機械
- 試驗分析儀器
- 試驗設備
- 數控車床
- 數控沖床
- 數控刀具
- 數控剪板機
- 數控立車
- 數控龍門鉆
- 數控深孔鉆
- 產品推薦
- 資訊推薦

¥3000.00

¥650.00


¥680000.00



¥20.00

¥98000.00

¥445000.00
¥456000.00

¥1958000.00